Traditionally, manufacturers have relied on leaded steel to improve machinability. However, the toxicity of lead and its classification as a carcinogen by the EU has driven the need to find lead-free solutions. This was the subject of the Environmentally Friendly Steel project coordinated by DAMRC (Danish Advanced Manufacturing Research Center). Joakim Miinin, Ovako Area Sales Manager for the Nordics and Baltics, together with Ulrik Kirk Boesen, Product Specialist at Tibnor, outline the findings that support the feasibility of lead-free alternatives.
Adding a small amount of lead to steel increases its machinability by creating inclusions that deform with significantly less force than the surrounding material. This allows for higher cutting speeds, and in turn reduces manufacturing cost. The issue with the inclusion of lead is that it is toxic to humans. Therefore, to limit the consequences of lead toxicity, the EU has restricted its use by including it in the RoHs directive (EU 2025).
Two of the most common lead substitutes to increase machinability are sulfur (S) and calcium (Ca). Both elements are considered to provide a lubricating effect to the cutting process. Calcium is added through treatment of the steel during deoxidation of the liquid steel. This transforms hard inclusions of aluminum oxide (𝐴𝑙2𝑂3) into softer calcium-aluminates. These reduce tool wear by forming protective slag deposits on the tool during machining, and this enhances the machinability of the steel. This is the basis for Ovako’s M-Steel treatment that can be applied to any steel grade and any as-delivered condition.


Project objective
The objective of DAMRC’s project was to evaluate and compare the machinability of five different steel compositions - specifically free-machining leaded steel, lead-free structural steels, and lead-free steels modified with calcium and Sulfur. The parameters were assessed through 3-axis milling operations, specifically focusing on drilling and tapping processes.
Steels evaluated
The steels tested in this program were supplied by Tibnor and Ovako.
The selected grades were:
- 11SMnPb30
- 11SMn30
- S355J2
- 520M
- 550MW+
The composition of the grades is shown in Table 1.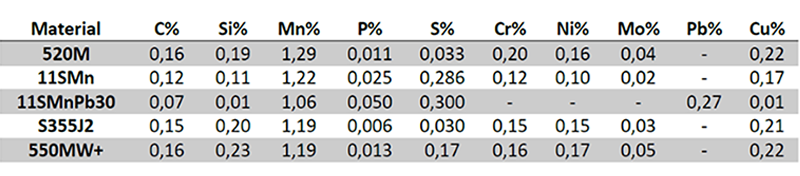 Table 1: Chemical composition of steels used for machining tests, in wt%, the reminder being iron.
Table 1: Chemical composition of steels used for machining tests, in wt%, the reminder being iron.
These alloys provided three different variables to test for in this program. The first and central testing variable was the presence of lead - with the leaded alloy 11SMnPb30 and four lead-free alloys. The main comparison between leaded and lead-free machinability was made between 11SMnPb30 and 11SMn as they are similar in composition excluding lead. The second and third variable were the high sulfur content and whether the steel had undergone calcium treatment. 520M is low sulfur and calcium treated, S355J2 is low sulfur with no calcium treatment, 11SMn is high sulfur with no calcium treatment, and 550MW+ is high sulfur with calcium treatment.

From machinability to process reliability
From Tibnor’s perspective, represented in the project by Product Specialist Ulrik Kirk Boesen, the work builds on long-standing efforts to optimise machinability, traditionally through parameters such as sulphur content, while taking a next step towards a broader focus on consistency and reliability in production.
The project demonstrates a shift towards evaluating how materials perform in a production context as a whole. This includes not only machining efficiency, but also the ability to ensure stable and repeatable processes over time.
This shift reflects the increasing demands on modern manufacturing. It is no longer sufficient to focus solely on chip breaking or isolated machining performance. There is a growing need to ensure consistent and repeatable processes, where materials support stable production with minimal variation.
In practice, this means enabling a level of reliability where production can run continuously with a high degree of confidence, including in automated and unmanned operations. For Scandinavian industry, adapting to these new requirements is essential in order to remain competitive in a global market.
Test methodology
The test methodology was to gradually wear down tools through consecutive machining operations while monitoring how the wear progressed. The process was repeated on the different grades using new tools for each one.
Summary of results
The project successfully evaluated the machinability of lead-free steel alternatives compared to traditional leaded steel with key performance indicators including tool wear, chip formation and hole diameter.
The results showed that the tested lead-free steels have similar or better machinability than the lead-containing 11SMnPb30. Overall, the findings support the feasibility of lead-free alternatives, provided that process parameters are carefully managed. If you want to read the full report, you can access it here.
Ovako’s holistic approach to sustainability
Leading the way in lead-free steel is just one element in Ovako’s holistic approach to sustainability. Environmental aspects have always been a fundamental part of our business and through efficient processes, the use of fossil-free electricity and dedicated investments such as conversions to fossil-free fuels for heat treatment we have achieved a carbon footprint 80 % lower than the global average. Our production is based on 97% recycled steel and our goal is to achieve zero-carbon emission steel.
About Tibnor:
Tibnor is the leading supplier of steel to the Nordic and Baltic regions. Through close collaboration with SSAB, our suppliers, and our customers, Tibnor supplies the Nordic and Baltic industries with a wide range of steel and metal products and services.
Tibnor has 1,100 employees in seven different countries.